- 网站首页
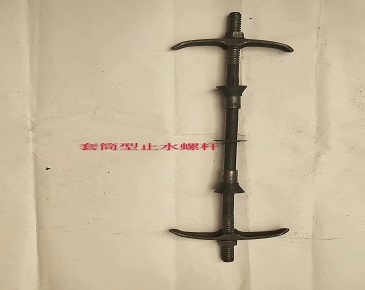
- 银川三段止水螺杆
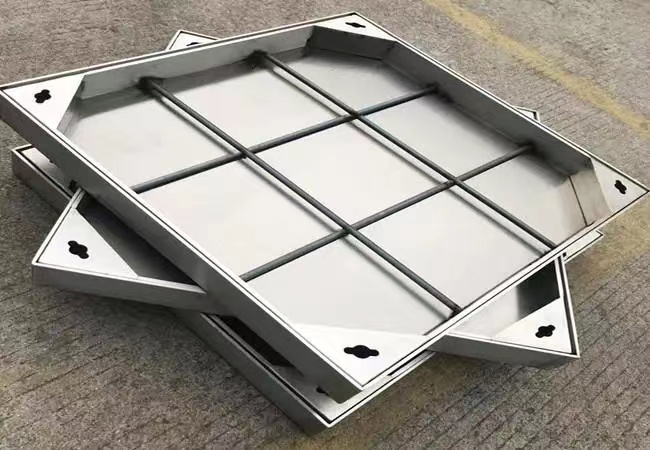
- 银川止水钢板
- 银川钢筋套筒
- 产品中心
- 合作案例
- 销售视频
- 新闻资讯 新闻资讯News
-
三段式止水螺杆与老式止水螺杆拆卸方式的差异对比
0623
-
传统止水螺杆的构造形式与防水原理
0623
-
宁夏银川建筑工程钢筋连接套筒常见问题及解决对策
0617
-
银川地区建筑工程止水钢板五大实操应用技巧
0617

-
三段式止水螺杆与老式止水螺杆拆卸方式的差异对比
- 联系我们

13519213482

 当前位置:
当前位置:


 热门推荐
热门推荐